Dopo aver visto come si costruisce la sicurezza all’esterno e intorno alle presse piegatrici grazie alle fotocellule, nell’articolo IL MANTENIMENTO DELLA SICUREZZA: il sistema DSP LASER, alla pedaliera di comando in MI SERVE DAVVERO UN PEDALE A TRE POSIZIONI? e alle barriere fotoelettriche, approfondite in più articoli come Mission Impossible I: Barriere di sicurezza – Quando e come e BARRIERE MULTI-RAGGIO: quando preferirle alle classiche DSP, ora tocca ad un componente “interno”, piccolo nelle dimensioni, grande nelle funzioni: MCS, un PLC per la sicurezza delle presse piegatrici.
MCS è l’acronimo di Modulo Controllo Sicurezze,
questo perché è un dispositivo di sicurezza a logica programmata che gestisce e controlla
tutti i comandi e le sicurezze della piegatrice.

La cosa che colpisce di più di questo piccolo “cervello” è il fatto che attraverso la lettura delle righe ottiche permette di avere un punto di cambio velocità vicinissimo a punto contatto lamiera facendo risparmiare veramente tanto tempo nella lavorazione della lamiera e permette di garantire la massima sicurezza dell’operatore in alta velocità.
Infatti, anche se sembra strano a sentirsi subito, l’alta velocità è sicura quanto la lenta. Quindi perché sprecare tempo prezioso?
Ma perché non sarebbe sicuro?
Allora, non è che non sarebbe sicuro, il fatto è che quando passiamo in bassa velocità si attiva la condizione di muting…
Un attimo, ma cos’è il muting?!?
Il termine MUTING indica quella condizione in cui le fotocellule si escludono in maniera temporanea e automatica, in quanto MCS sa che stai lavorando ad una velocità inferiore a 10mm/sec, che è comunque una velocità sicura, perché è talmente lenta che dà il tempo all’operatore di sentire il contatto con utensile e di reagire a questo sottraendosi.
Comunque sia MCS ha potere di controllo praticamente su tutta la presso piegatrice, vediamo quindi come funziona in sinergia ai vari elementi della macchina:

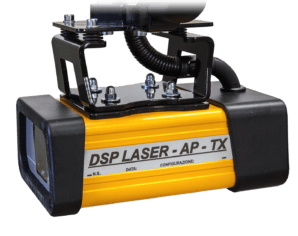
MCS lavora alla perfezione se abbinato alle DSP AP, dove AP è un altro acronimo che indica Alte Prestazioni.
Prima di iniziare ad analizzare le funzioni di MCS:
Partiamo dal presupposto che delle due DSP AP uno è trasmettitore e uno è ricevitore, è da sottolineare il fatto che MCS possa gestire quest’ultimo in tre differenti modalità.
Altro passo indietro:
Prima di poterle analizzare, però, facciamo un altro passo avanti per zoommare su come è fatto lo “scatolotto” del ricevitore, che è fondamentale saper essere composto da tre colonnine parallele di sensori ricevitori composte a loro volta da tre sensori uno sopra all’altro per un totale di ben 9 ricevitori!
Quindi, MCS può gestire le fotocellule in questo modo:
- 1 MODALITÀ: MCS attiva tutti e 9 i sensori.
- 2 MODALITÀ: MCS attiva solo la colonna centrale di ricevitori, quelli che interessano l’utensile superiore – la modalità perfetta per fare gli scatolati.
- 3 MODALITÀ: MCS attiva la colonnina dei sensori da lato dove lavora l’operatore e quella centrale, mentre quella posteriore viene disattivata al fine di permettere al riscontro posteriore di avvicinarsi il più possibile all’utensile superiore in fase di piegatura.
E in tutto ciò il trasmettitore che fa? Mica niente!
Il trasmettitore crea una sagoma di luce rossa, questa forma è stata studiata appositamente per seguire l’andamento della lamiera in fase di piegatura.
La luce rossa, classe 1M secondo la norma EN 60825, è un laser bellissimo…ma che non va fissato direttamente!
Per approfondire l’argomento fotocellule, consulta l’articolo IL MANTENIMENTO DELLA SICUREZZA: il sistema DSP LASER

- In modalità una pedaliera:
Quando l’operatore preme il pedale da all’MCS un “consenso” per iniziare a lavorare, quindi, MCS a sua volta da un comando alla pressa piegatrice.
- La modalità due pedaliere, invece, può funzionare in due diversi modi:
- La richiesta di discesa viene acquisita da MCS quando entrambi i pedali sono premuti indipendentemente dall’ordine nel quale vengono premuti.
- La richiesta di discesa viene acquisita da MCS quando entrambi i pedali sono premuti, ma il pedale 2 deve essere premuto prima del pedale 1.
Questa modalità è ideale nel caso in cui gli operatori siano un capo macchina, qualcuno pratico della pressa piegatrice quindi, e una persona meno esperta come potrebbe essere ad esempio uno staggista.
In qualsiasi modalità, nel caso si lavori con due operatori alla macchina,
se questi o solo uno di questi solleveranno il piede dal pedale non mantenendolo più premuto,
la macchina si fermerà.
Per saperne di più sul funzionamento della pedaliera, leggi l’articolo MI SERVE DAVVERO UN PEDALE A TRE POSIZIONI?
I pulsanti di emergenza a fungo e le altre eventuali misure di emergenza sono gestiti come una catena, quindi collegati in serie.

Infatti, alla pressione del fungo di emergenza, MCS si porta in stato di STOP, per tanto consente solo il movimento di salita, e accende la spia relativa all’emergenza.
Inoltre, i componenti elettromeccanici (relè e teleruttori) controllati da MCS si portano in stato di OFF e vi rimangono finché è attiva l’emergenza.

Quando viene aperto un riparo laterale MCS arresta la traversa mobile (la parte della pressa piegatrice che scende) e inibisce l’alta velocità, mentre il comando di salita resta abilitato.
Quindi, con un riparo aperto, sarà possibile lavorare solo in bassa velocità, ma solo dopo aver rilasciato e premuto nuovamente il pedale di discesa.

L’apertura di un cancello oppure l’attraversamento di una barriera fotoelettrica, dipende da ciò che si è montato chiaramente, fa si che MCS porti in stato di BLOCCO la presso piegatrice, che dunque non permette più nessun movimento, e accende la spia relativa ai ripari posteriori.
E PER RIPRENDERE IL LAVORO?
In questo caso per ripristinare il funzionamento della pressa piegatrice, cioè per confermare a MCS che non ci siano persone all’interno dell’aria pericolosa sul retro della macchina, è necessario chiudere il cancello o liberare la barriera fotoelettrica e premere il pulsante di RESET dei ripari posteriori.
MCS è legato al funzionamento di diverse spie:
- LAMPEGGIATORE: quando questa spia è accesa indica che la presso piegatrice sta lavorando in bassa velocità, quindi in condizione di muting.

- PULPITO ATTIVO: questa spia è accesa e fissa quando la pedaliera è operativa, è lampeggiante quando il pedale di discesa entra nella terza posizione.

- EMERGENZA: si accende quando apri una catena di emergenza, quindi quando premi un fungo, oppure quando MCS capisce che c’è una condizione di emergenza, come può essere l’allarme alta velocità o l’allarme bassa velocità.

In parole povere:
Allarme alta velocità: la pressa ha superato l’alta velocità consentita.
Allarme bassa velocità: la pressa ha superato la bassa velocità consentita.
ESEMPIO:
nel caso in cui si rompesse qualcosa della parte idraulica la traversa mobile tenderebbe a “precipitare”, se ciò accade mentre sto lavorando in alta velocità sarà questa ad aumentare innescando appunto l’allarme alta velocità, che a sua volta accende la spia di emergenza.
Il medesimo principio di funzionamento è valido mentre sto lavorando in bassa velocità e un guasto dello stesso tipo mi aumentasse la stessa.
TUTTO QUESTO È PROGRAMMABILE SENZA PC O SOFTWARE O ALTRE DIAVOLERIE DA INGEGNERI,
MA DA UN SEMPLICE TASTIERINO
È indispensabile per la programmazione dei parametri dedicati al funzionamento della macchina (ad esempio risoluzione righe ottiche, numero massimo di pedaliere, spazio da percorrere in alta velocità prima dello stop per il calcolo dello spazio di arresto, ecc…) e personalizzazione della pressa piegatrice (bloccaggi superiori, bloccaggi inferiore, controllo schiaccia-piega, ecc…).

Il display serve anche per leggere le diagnostiche degli allarmi o degli errori presenti nel ciclo di lavorazione.
Parlando personalmente, Triveneta Impianti ha trovato in MCS il PLC di sicurezza ottimale; elencate in questo articolo trovi solo le funzioni più importanti, ma su MCS ci sarebbero pure un sacco di altre figate (si può scrivere “figate”??) da raccontare…
Nel caso avessi risvegliato la tua curiosità, come sempre, ti invito caldamente a contattarmi direttamente via mail scrivendomi a enrico@trivenetaimpianti.com!